

想要真正了解PE钢带增强螺旋波纹管PE电力管源厂直接供货产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:PE钢带增强螺旋波纹管PE电力管源厂直接供货的图文介绍


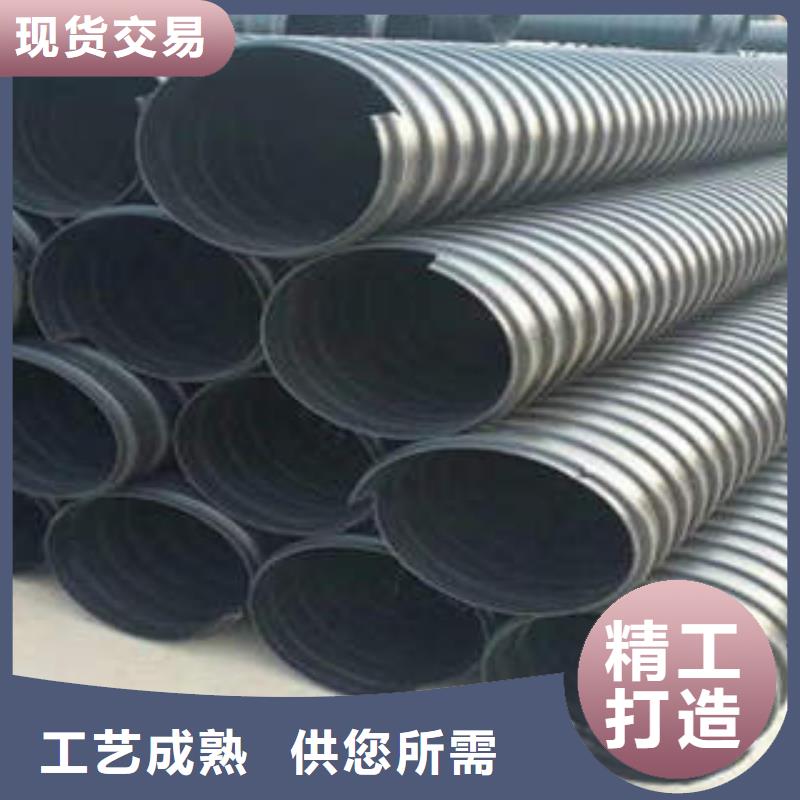
用作建筑物雨水管、地下排水管、排污管、通风管等。HDPE钢带增强螺旋波纹管用作埋地排水、排污管,HDPE塑钢缠绕管广泛用于工业领域的排污水管。垃圾填埋场污水收集管。◎型港口、码头工程:大型机场、港口、码头工程的排水、排污管等也用HDPE塑钢缠绕管。HDPE塑钢缠绕管用作高尔夫球场、足球场等体育运动场所的渗水排水管。HDPE钢带增强螺旋波纹管寿命有多长?HDPE钢带增强螺旋波纹管管道的抗腐蚀性使管道可用于输送酸、碱等腐蚀性液体,并可安装在沼泽、潮湿等腐蚀性环境下,HDPE钢带增强螺旋波纹管抗化学腐蚀性能详见ESO/TR10358标准。
塑钢缠绕管管道寿命是钢管道4倍以上。安装塑钢缠绕管管道可以加热熔化焊接,如此可以保证接口处的强度并避免渗漏。HDPE塑钢缠绕管是执行什么生产标准?专业的HDPE塑钢缠绕管生产厂家,HDPE中空壁塑钢缠绕管生产的钢带增强螺旋波纹管执行CJ/T270-2007《聚乙稀钢带增强螺旋波纹管》标准。是可以放心的企业。专业的HDPE塑钢缠绕管生产厂家,生产的钢带增强螺旋波纹管执行CJ/T270-2007《聚乙稀钢带增强螺旋波纹管》标准,是可以放心的企业。受对基础设施项目的投建推动,以及内部行业整合速度加快,一些产品质量好、规模大的HDPE钢带增强螺旋波纹管厂家正在不断引进新技术、创新发展。在这行情下,要赢得更好的发展,不仅要“保生产的量”更要注重产品质量与附加值的“质”。在这个过程中,还是出现一些问题,问题之一,产能过剩,HDPE钢带增强螺旋波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万吨,至今年,生产厂家扩大到5000余家。
产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE钢带增强螺旋波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生和、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。问题之三,高附加值产品缺失。目前,我国塑料管材行业生产乃至出口大都为低端产品。虽然HDPE钢带增强螺旋波纹管近两年在我国的发展已是势不可挡,但高附加值塑料管材产品少,目前国产塑料水管及管件以通用型产品居多,使用要求高、附加值含量高的管材、管件较少,这大大限制了其市场的应用,而高端领域的塑料管材的应用仅仅处于起步阶段。
HDPE塑钢缠绕管是我国具有自主知识产权、水平、绿色环保、节能降耗的高科技复合管道产品。该产品主要作为埋地排水管道,它集成钢带的刚性和聚乙烯的耐腐蚀性、摩擦阻力低、抗磨损等优点。HDPE塑钢缠绕管经挤出的带材是一体化的,而非嵌入式,结构形式更紧密。性更高。以碳素结构钢带作为管材骨架加强筋,构成管材环刚度,结构形式为倒T型,以高密度聚乙烯作为钢带的包覆防腐及管壁材料。带材之间以搭接并以塑料挤出焊接形式连接,焊接材料与管材相同。聚乙烯塑钢缠绕管加强肋钢带与管壁呈倒T型结构,钢肋垂直于管壁。
塑钢缠绕管管道寿命是钢管道4倍以上。安装塑钢缠绕管管道可以加热熔化焊接,如此可以保证接口处的强度并避免渗漏。HDPE塑钢缠绕管是执行什么生产标准?专业的HDPE塑钢缠绕管生产厂家,HDPE中空壁塑钢缠绕管生产的钢带增强螺旋波纹管执行CJ/T270-2007《聚乙稀钢带增强螺旋波纹管》标准。是可以放心的企业。专业的HDPE塑钢缠绕管生产厂家,生产的钢带增强螺旋波纹管执行CJ/T270-2007《聚乙稀钢带增强螺旋波纹管》标准,是可以放心的企业。受对基础设施项目的投建推动,以及内部行业整合速度加快,一些产品质量好、规模大的HDPE钢带增强螺旋波纹管厂家正在不断引进新技术、创新发展。在这行情下,要赢得更好的发展,不仅要“保生产的量”更要注重产品质量与附加值的“质”。在这个过程中,还是出现一些问题,问题之一,产能过剩,HDPE钢带增强螺旋波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万吨,至今年,生产厂家扩大到5000余家。
产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE钢带增强螺旋波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生和、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。问题之三,高附加值产品缺失。目前,我国塑料管材行业生产乃至出口大都为低端产品。虽然HDPE钢带增强螺旋波纹管近两年在我国的发展已是势不可挡,但高附加值塑料管材产品少,目前国产塑料水管及管件以通用型产品居多,使用要求高、附加值含量高的管材、管件较少,这大大限制了其市场的应用,而高端领域的塑料管材的应用仅仅处于起步阶段。
HDPE塑钢缠绕管是我国具有自主知识产权、水平、绿色环保、节能降耗的高科技复合管道产品。该产品主要作为埋地排水管道,它集成钢带的刚性和聚乙烯的耐腐蚀性、摩擦阻力低、抗磨损等优点。HDPE塑钢缠绕管经挤出的带材是一体化的,而非嵌入式,结构形式更紧密。性更高。以碳素结构钢带作为管材骨架加强筋,构成管材环刚度,结构形式为倒T型,以高密度聚乙烯作为钢带的包覆防腐及管壁材料。带材之间以搭接并以塑料挤出焊接形式连接,焊接材料与管材相同。聚乙烯塑钢缠绕管加强肋钢带与管壁呈倒T型结构,钢肋垂直于管壁。



润星电力管材有限公司是一家从事 河北保定高压电力改性聚丙烯管的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 河北保定高压电力改性聚丙烯管建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 河北保定高压电力改性聚丙烯管等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。


他们的用料是一样的,都是高浓度的聚乙烯,还有就是他们都是有波纹的,所以,我们看着到的他们的共同点,下面, ,从字面的意思上理解,这是两种不同的管道,一种叫做波纹管一种叫做螺旋波纹管,第二,他们同为有波纹的,但是波纹里面的东西是不同的,HDPE钢带增强螺旋波纹管波纹里面是空的,钢带增强聚乙烯螺旋波纹管里面是有钢带的,钢带在熔融的状态下和聚乙烯融在一起,形成紧密的结合。第三,这两种管道的生产时间不一样的,钢带增强螺旋波纹管相对时间要短一些,所以管道的产量很高,不存在等货的现象。HDPE钢带增强螺旋波纹管和钢带增强聚乙烯螺旋波纹管的区别是什么?总之,不管选择那种管道,都要根据自己的工程需要来进行选择。对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土。
今天带你了解下HDPE钢带增强螺旋波纹管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE钢带增强螺旋波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
今天带你了解下HDPE钢带增强螺旋波纹管的生产操作规范。生产操作上料:用真空上料机将物料加入料斗内,启动干燥机对物料进行干燥,干燥温度根据具体情况而定,但不得超过80度。开启挤出机减速箱冷却水,转动出水处球阀调至适当大小以对润滑油进行冷却。当检查无误,确认加温、保温时间达到后,再次拧紧各联结螺钉。(拧紧螺钉时机头各加热器要断电,操作者应带好手套等防护用品)。启动挤出机的驱动电机使螺杆低速运转(<20r/min),稍拨开料斗插板,缓慢加料,待机头出料时,根据料坏的塑化状态及熔体压力显示调整各区温度、螺杆转速及下料量的大小。生产中随时观察挤出机的原料供给,谨防断料。当机头模口开始出料时。
应仔细观察,若管坯壁厚不均匀,应进行调整,使内外层管坯均匀挤出。出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE钢带增强螺旋波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。

